2025年批次
3D封装In-Sn基焊点组织演变及性能调控
学生申报
创新训练项目
工学
材料类
学生来源于教师科研项目选题
一年期
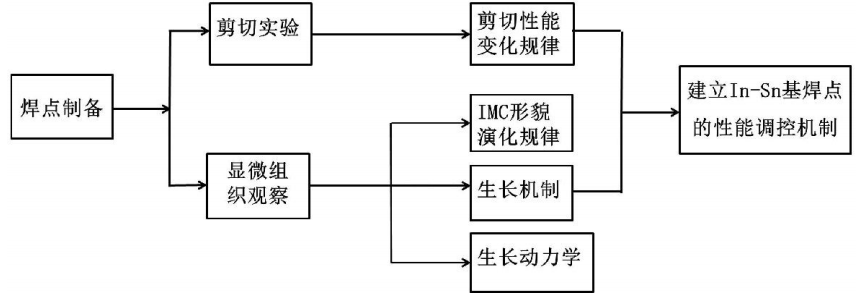
制备满足低温键合,高温服役特性的焊点是当今电子封装领域密切关注的焦点问题。向钎料中添加增强颗粒,可以改变焊点相组成,从而提升焊点的可靠性。本项目采用3D封装焊点制备技术制备了叠层式In-Sn基复合钎料封装焊点,并对焊点的显微组织形貌、界面IMC、剪切性能、断口形貌及断裂位置进行了研究,评价焊点的可靠性。
参与指导教师横向课题
国家自然科学基金1项,广西科技重大专项子课题2项,企业委托横向课题1项,重点实验室开放基金2项
企业横向课题为依托
校级