随着我国工业企业规模的不断扩大,水污染愈加严重,导致我国淡水资源短缺。为了减少我们对淡水资源的过度开发,在多种水资源中,其中最可靠的可用水资源之一——废水。如何对工业废水进行合理处理,是能够提高水资源的利用率并且是可实现“变废为宝”的关键发展路线。我国工业废水排放主要集中在石化、煤炭、造纸、冶金、纺织、制药、食品等行业。在中国工业废水中,由于包含大量的有害物质,这些物质往往难以在自然环境中自行降解,导致其在水体中长期存在,使废水污染具有持续性和累积性的特点。特别是一些有机污染物和重金属,它们不仅难以被生物降解,而且能够在生物体内积累,通过食物链传递,对生态系统和人类健康构成长期威胁[1]。其中,造纸和纸制品行业废水排放量占工业废水总排放量的16.4%,化学原料和化学制品制造业排放量占总排放量的15.8%,煤炭开采和洗选工业排放量占总排放量的8.7%。我国政府一直非常重视工业废水的治理技术研发与应用,自20世纪70年代起,国家就集中科研院所、大学等优势力量,投入大量人力、物力、财力,开展工业废水处理技术研究,着力解决一批占国民经济比重较大工业的废水处理技术难题[2]。
(1)当前行业现状及国家相关规划和政策
根据生态环境部的数据,2022年我国工业源废水中化学需氧量(COD)排放量为36.9万吨,同比下降12.77%;氨氮排放量为1.4万吨,同比下降17.65%;总氮排放量为9.1万吨,同比下降9%。这些数据表明,我国在工业废水处理能力和质量上都有所提升。与此同时我国还相继出台了一系列产业规划和政策,推动工业废水处理行业的发展。《“十四五”城镇污水处理及资源化利用发展规划》提出,到2025年污水处理能力基本满足经济社会发展需要,到2035年实现全覆盖。旨在有效缓解我国城镇污水收集处理设施发展不平衡不充分的矛盾,系统推动补短板强弱项,全面提升污水收集处理效能,加快推进污水资源化利用,提高设施运行维护水平。
(2)工业废水处理技术
目前,工业废水处理采用多种技术,包括化学处理、生物处理和物理处理等。同时,膜技术、铁碳微电解技术等新兴技术在处理工业废水中得到了广泛应用,尤其是在高难度废水的处理方面。
膜分离技术具有耗能低、分离性能高的特点,在废水处理方面有着光明的发展前景,尤其适用于提高水资源的利用率[3]。缺点在于膜材料造价高,且容易受到污染和堵塞,需要定期清洗和更换;铁碳微电解技术其优点在于铁碳微电解技术是一种有效的废水预处理技术,特别适用于难降解有机废水的处理。它能提高废水的可生化性,并且具有成本较低、操作简便。 同时不足在该技术在处理高浓度、难降解废水时可能需要与其他技术如Fenton氧化等联用以提高处理效率[4]。
(3)电催化处理技术:
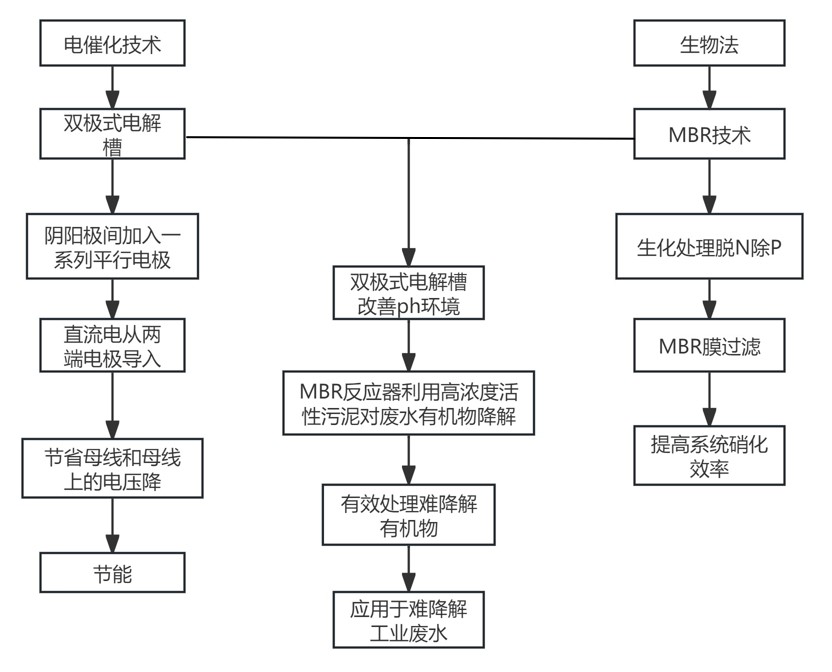
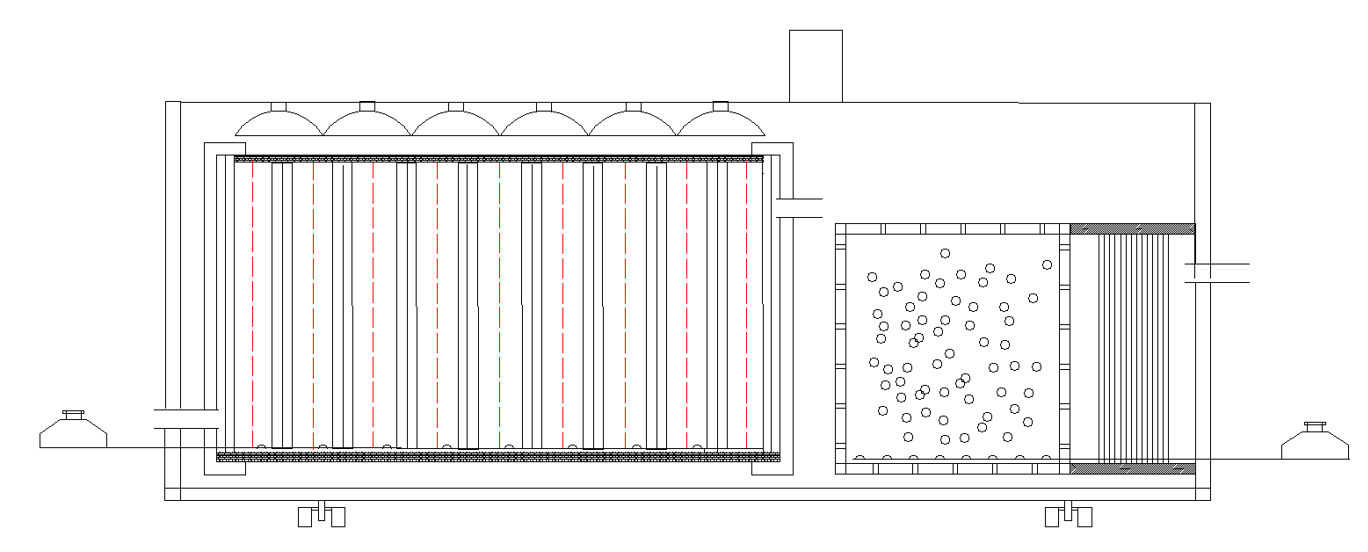
电催化处理技术的出现为工业废水的处理提供了一种绿色清洁的方法。这种技术可以有效去除工业废水中的有机污染物,包括大分子和小分子有机物。例如,O3+H2O2增强电催化技术对总有机碳的去除率达到85%,能够完全去除某些芳香族蛋白质类化合物和腐殖酸类有机化合物[5]。电催化氧化的机理主要是基于自由基反应。在电催化条件下,反应物分子在电极表面失去电子,产生自由基,这些自由基具有很高的反应活性,能有效矿化有机污染物。同时,电催化技术是一种环境友好型技术,因为它能够在常温常压下操作,无需添加化学试剂[6],减少了二次污染的风险。对于处理药品和个人护理产品(PPCPs)的持久积累性和潜在毒性问题,电化学催化法在氯代 PPCPs 的修复中显示出良好的前景。为提高电化学电极的催化活性,利用胺基端离子液体功能化石墨烯负载钴镍复合材料(NH2- IL/RGO/CoNi)制备催化阴极,用于氯代 PPCPs 的高效催化降解。NH2- IL/RGO/CoNi 催化剂氧还原峰电流最大,衰减速率慢,能够更好地捕捉反应液 中的氧还原生成 H2O2,极大地促进该体系的气体传质过程。有利于氯代 PPCPs 的还原脱卤化和氧化降解反应,针对两种典型氯代 PPCPs(三氯生、氯贝酸)进行电催化降解,测试 NH2- IL/RGO/CoNi 阴极去除 PPCPs 的效率、总有机碳去除率,与不含离子液体的催化电极相比,降解和矿化的程度都达到 90%以上,体现了高催化活性。并且对 NH2-IL/RGO/CoNi 电极进行六次循环降解试验,发现电极稳定且可重复使用,根据三氯生降解的中间产物推断醚键断裂和加氢脱氯为两个主要路径。为降解水中的氯代 PPCPs 展示了良好的应用前景。
(4) MBR生物处理技术
MBR工艺,起源于20世纪60年代的美国,由Dorr-Oliver公司首次将膜分离技术与生物处理工艺结合,应用于污水处理领域。进入21世纪,随着膜技术的进步和环保标准的提高,MBR工艺在全球范围内迅速发展,尤其在中国得到了广泛应用。据中研普华产业研究院报告,2023年中国MBR膜市场规模达到115.62亿元,其中中空纤维膜和MBR平板膜市场规模分别约为58.01亿元和57.61亿元,显示出全球MBR膜市场的强劲增长势头。随着低能耗浸没式MBR工艺的发展,MBR的运行能耗降低,处理规模增大,如日本在2005年建成的4200m³/d市政污水处理工程,以及2008年西班牙建成的4.8×10⁴m³/d的欧洲最大规模MBR污水处理厂。MBR技术的研究进展覆盖了膜材料、过程优化、新类型开发、微生物应用、过程组合以及新兴污染物处理等多个方面[9],其应用前景广阔,包括市政废水、农村分散废水、工业废水、海水淡化和资源回收等。然而,MBR技术仍面临膜污染和能耗等挑战,这些也是未来研究和优化的方向[9]。展望未来,MBR膜技术的发展将更加注重材料创新和系统优化,新型膜材料如纳米复合膜和改性膜的研发将提升膜性能,而MBR系统的集成化和智能化,包括在线监测和自适应控制,将进一步简化操作流程和降低成本。此外,MBR技术在海水淡化、雨水回收和非常规水源处理等领域的应用将进一步扩大,以应对全球水资源短缺问题。
(5) 电催化技术后接生物处理技术
酶促生物电催化技术[7]作为一种绿色高效的催化手段,融合了酶催化和电催化的双重优势,实现了化学能与电能之间的高效转换。在这一领域,研究重点包括氧化还原酶的结构与功能解析、酶工程策略的开发(例如通过定向进化、合理设计以及引入非天然结构组分)以及多酶复合模块的构建,旨在强化生物-非生物界面的电子传递效率。此外,微生物电解池(MEC)技术[10]在将CO2电催化转化为甲烷方面展现出巨大潜力,研究内容涵盖了影响转化效率的关键因素、电子传递机制,以及该技术的未来发展前景。进一步地,通过耦合电催化二氧化碳固定技术与微生物发酵过程,科学家们为生产生物燃料——化石燃料的可持续替代品——提供了新的可能性,这对于缓解全球气候变化和能源危机具有重要意义。在这一过程中,成功地将微生物与电催化技术相结合,为电生物柴油的生产开辟了新路径,不仅提高了能源转换效率,还降低了对环境的影响。最新的研究进展显示,通过设计原子-纳米粒子桥界面微生物组和调控电荷动力学,以及开发三维宏观多孔海绵生物阴极涂层,可以显著提升微生物电合成系统的性能。西南大学李长明教授课题组在《Electrochemical Energy Reviews》期刊发表的综述论文中,系统地阐述了微生物电催化动力学的关键科学问题,并探讨了合成生物学和纳米结构电极材料在强化微生物电催化过程中的研究进展和未来发展方向,为该领域的发展提供了宝贵的洞见。
参考文献
[1]梁淑轩,孙汉文.中国工业废水污染状况及影响因素分析[J].环境科学与技术,2007,(05):43-47+118.DOI:10.19672/j.cnki.1003-6504.2007.05.017.
[2]张统,李志颖,董春宏,等.我国工业废水处理现状及污染防治对策[J].给水排水,2020,56(10):1-3+18.DOI:10.13789/j.cnki.wwe1964.2020.10.001.
[3]吴军霞.工业废水处理中膜分离技术的研究现状[J].石油化工应用,2023,42(10):1-4+13.
[4]杜歌力, 贾锈玮, 杨丽丽, 陈玉鸿, 王昌稳. 铁碳微电解技术在水处理中的应用[J]. 水污染及处理, 2020, 8(4): 110-116.
[5] 宫晨皓, 何灿, 钱宇, 张忠国. 电催化强化技术对石化废水有机污染物的去除研究. 水处理技术. 2023, 49(7).DOI:125-129 10.16796/j.cnki.1000-3770.2023.07.023
[6]周雨珺,吉庆华,胡承志,等.电化学氧化水处理技术研究进展[J].土木与环境工程学报(中英文),2022,44(03):104-118.
[7]崔馨予,吴冉冉,王园明,等.酶促生物电催化系统的设计构建与强化[J].合成生物学,2022,3(05):1006-1030.
[8]李社锋,张家琛,冯巍,等.膜生物反应器研究新进展与应用[J].环境工程,2024,42(01):37-46.DOI:10.13205/j.hjgc.202401006.
[9]朱海燕,王候兵,国瑞峰,等.膜生物反应器(MBR)处理餐厨沼液存在的问题及解决方案探讨[J].山东化工,2021,50(24):265-268.DOI:10.19319/j.cnki.issn.1008-021x.2021.24.088.
[10]王佳懿,陆雪琴,甄广印.微生物电解池催化CO2电转化为甲烷:影响因素、电子传递和展望[J].环境化学,2024,43(02):393-404.