
2026年批次
点“泥”成“金”-酸泥回收领航者
学生申报
创新训练项目
工学
能源动力类
学生来源于教师科研项目选题
一年期
酸泥是冶炼烟气制酸过程中产生的含铅、硒、汞等重金属的副产物。针对其处理效率低、成本高的问题,本研究开发了全湿法回收工艺。采用氧化浸出体系,使铜等金属溶解,而铅以硫酸铅形式富集于渣中。浸出液经盐酸活化后,通过分步沉淀实现金属分离:选择性还原回收硒、草酸沉淀铜、次亚磷酸钠还原提取汞。该工艺具有流程短、成本低、回收率高等优势,且设备成熟,易于工业化。目前,该技术已获4项专利支持,并在广西南国铜业成功应用,有效解决了酸泥堆积问题,兼具环保与经济效益,为冶炼废渣资源化提供了可行方案。
参与点“泥”成“金”-酸泥回收领航者研究
主要从事冶金专业教学及科研工作,研究方向为有色金属冶金及资源综合回收利用。近年来,主持完成广西中青年教师基础能力提升项目1项,广西教育科学规划课题1项,参与完成广西千亿元产业重大科技攻关工程项目1项,南宁市科技型中小企业技术创新基金项目1项,广西中青年教师基础能力提升项目2项;多次指导学生参加全国有色行业职业院校技能大赛,获团体二等奖。发表论文10篇,获得专利1项。
指导老师具备与本项目高度匹配的扎实专业知识,能为项目在核心技术攻关、研究方案优化等关键环节提供精准的专业指导与理论支撑。协调提供项目所需的实验设备及专属实验场地,为研究的顺利开展提供硬件保障。有过往指导多项学生科研项目的成熟经验,老师能在项目申报、中期推进、结题验收等全流程给予科学规划与关键把关,为项目的高质量完成提供有力支持。
省级
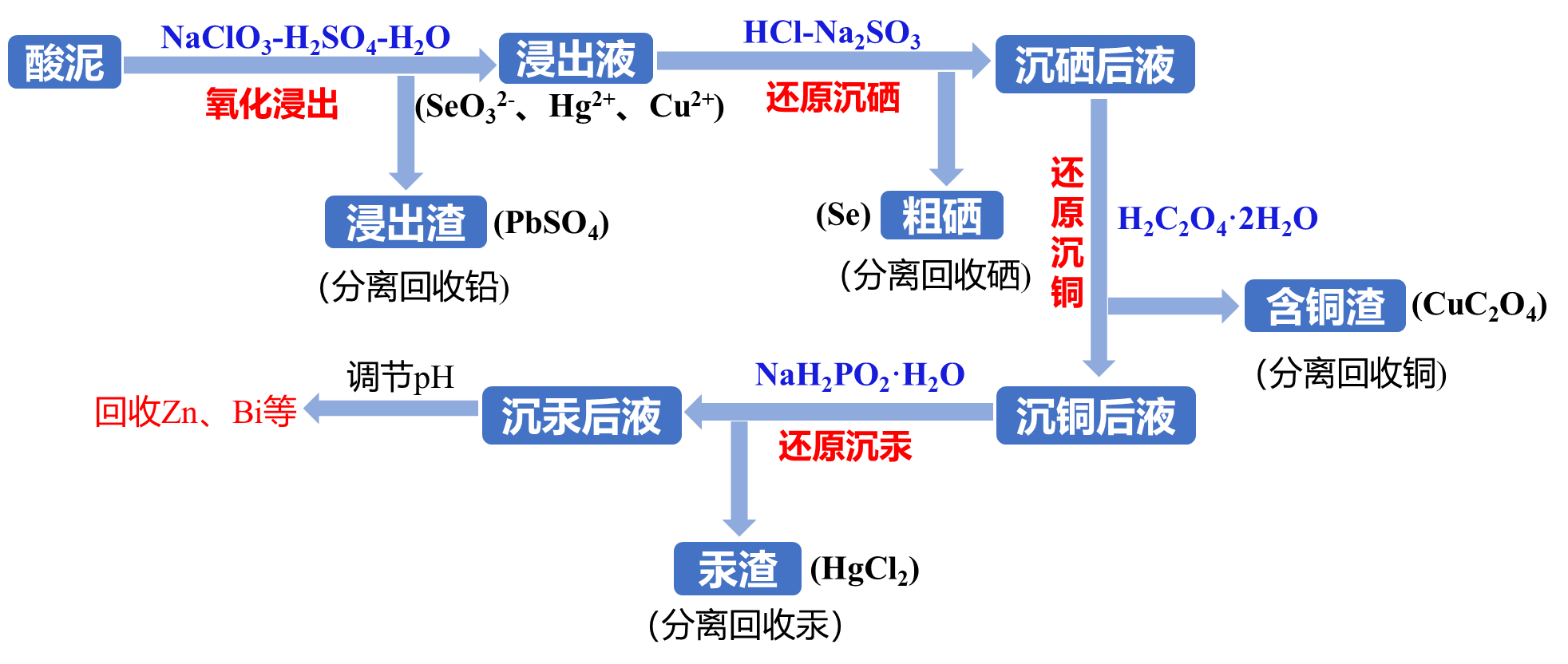
 图6-1 团队成员照片
图6-1 团队成员照片 图6-2 对酸泥进行采样
图6-2 对酸泥进行采样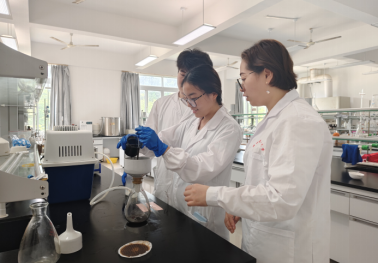 图6-3 部分实验照片
图6-3 部分实验照片 图6-4 老师指导优化实验
图6-4 老师指导优化实验 图6-5 进行扩大化试验
图6-5 进行扩大化试验 图6-6 前往企业进行中试
图6-6 前往企业进行中试  图7-1实验所得的浸出渣
图7-1实验所得的浸出渣 图7-4 实验所得的粗硒
图7-4 实验所得的粗硒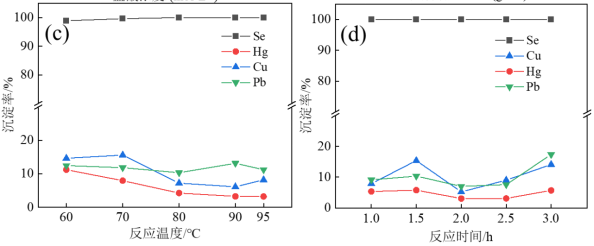 图7-5 沉硒部分实验数据图
图7-5 沉硒部分实验数据图 图7-6 实验所得的沉铜渣
图7-6 实验所得的沉铜渣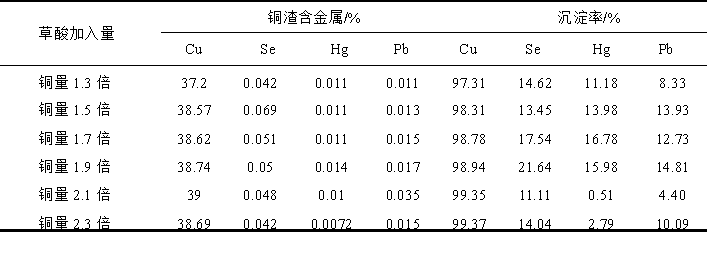
 图7-8 实验所得的汞渣
图7-8 实验所得的汞渣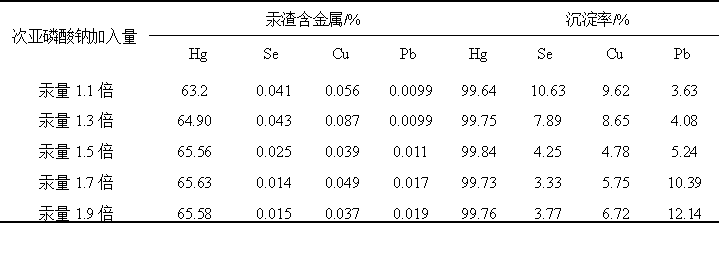
 图7-9学生团队相关专利证书
图7-9学生团队相关专利证书